减少线束的故障缺陷线束将多条线缆整合在一起,这些线可传输电能或信息至具有特定功能的设备上。线束通常用于航空航天和汽车工业,线束有各种外观和尺寸,可适应不同空间要求,并具有整合和保护的功能。 |
|
本应用指南揭示了线束制造商在生产无故障缺陷线束时所面临的共同挑战。
设计/研究及发展隐藏在方向盘后面或飞机机身内的线束,被设计用来管理线才并使其适用于特定的空间位置。工程师将选择正确的线才类型,设计师必须考虑空间限制将如何影响线束的大小和形状,以及不影响传输及避免电气安全问题的工作流程。在这一阶段,使用3D建模包和3D成像系统可以避免许多与工作流程相关的故障。
原型样件线束原型样件给设计带来了生命。原型样件可以在生产前测试其预期用途。在这一阶段,可使用检查和测量工具,以确保样件与设计相匹配,并将其与CAD图纸进行比较。如果线束在这一点上不符合规格,将被重新加工或报废。在该阶段正确制作线束原型样件可以节省生产时间和成本。
来料检查供应商使用的线材和部件在装配前需进行检验,以防止在生产前出现缺陷。应测量线材以确保其符合量具尺寸要求。 检查接插件是否损坏,并测量接线端子的间距,以防止引脚彼此过于靠近。使用数码观测系统是理想的检查方式,因为如果收到的材料有误或有缺陷,可能需要文件记录留档。
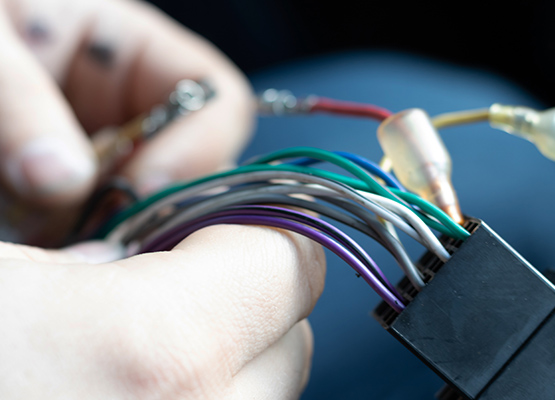
装配一旦原型样件通过检验,即可开始线束的生产。在装配过程的每一个步骤都需遵循质量控制流程并利用检测系统以便提高成品线束的质量。在这一阶段,准确度对于按时完成生产,避免利润损失,并维护公司的质量声誉等都至关重要。线束中使用到的线材被切分为设计指定长度。切割机将会分别测量、标记和切断每根线。然后,这些线被分类,并按照设计分配布局。接着剥去导线两端的绝缘层,将端子压接区压接在导线末端,然后导线插入连接器。
由于在此阶段中涉及到手工装配的过程很多,大多数缺陷都是在装配过程中产生的。在装配台,通过手动剥离绝缘,露出芯线。剥离的电线必须没有任何损坏和变形,绝缘必须完好无损。线材和绝缘损坏可能导致潜在的安全问题。在剥离过程中使用放大观察设备有助于去除绝缘,以及在剥离过程后检查导线。
导线被剥离绝缘后,通过自动或手动压接方式将端子压接到导线末端。未能卷曲到正确高度会带来导线连续性缺陷或位移缺陷。过度卷曲会导致导线损坏,而卷曲不足会导致拉拔时电线松动和断开。无论是机器还是人工进行压接,通过检测系统对压接好的线材进行检查,可以及时发现任何缺陷,防止线束最终连接后出现故障。 导线经过压接过程完成安装端子或插针。再通过焊接或插接的方式用于组装。由于线束及其组件尺寸越来越小,在焊接和安装过程中使用显微镜将帮助组装者清楚地看到零件,以避免在这个阶段造成损坏和缺陷。
测试一旦线束被生产出来,它将接受电气安全测试。这一关键步骤确保正确实现最终功能。最终检查包含拉力测试、连续性测试、兆欧测试和目视检查。在此阶段可对线束进行最后调整以确保通过测试。
|
|
请在目视检查中注意: ● 导线无任何畸形 ● 导线由压接区固定,压接区需在正确高 ● 导线在一起,无松散变形 ● 绝缘无裂缝、磨损、变色和挤压 ● 绝缘覆盖导线并延伸过线皮压接区 ● 端子无任何缺陷
|
确保质量线束的生产过程包括几个步骤,需要大量的手工生产。为了获得最高水平的质量,制造商有严格的质量流程要求。大多数制造商遵循“IPC/WHMA-A-620A线缆及线束组件的要求与验收”以及航空航天工业广泛采用的质量管理体系AS9100C。生产无故障缺陷的线束是一项挑战。然而,从设计到测试的各个流程中都拥有明确的质量控制并且使用合适的检测设备,将最大限度避免缺陷,提高产量,并降低成本。 |
|
一些用户正在使用以下产品用于质量控制
检查及组装 ● Mantis Elite ● Vision Luxo台式放大镜
数码观测 ● EVO Cam ll
裸眼3D立体视觉数码观测 ● DRV-Z1
测量 ● TVM ● Swift PRO
|
上一篇: 三次元影像测量仪会受温度所影响吗?
下一篇: 聚焦光学测量系统-尺寸就是一切